1
/
of
4
10 قطع من رؤوس لحام كهربائية خالية من الرصاص من النوع C الكبير 900M-T-4C، مناسبة لـ 900M-T-4C
10 قطع من رؤوس لحام كهربائية خالية من الرصاص من النوع C الكبير 900M-T-4C، مناسبة لـ 900M-T-4C
Regular price
$10.50 USD
Regular price
Sale price
$10.50 USD
استخدام وصيانة رأس الحديد:
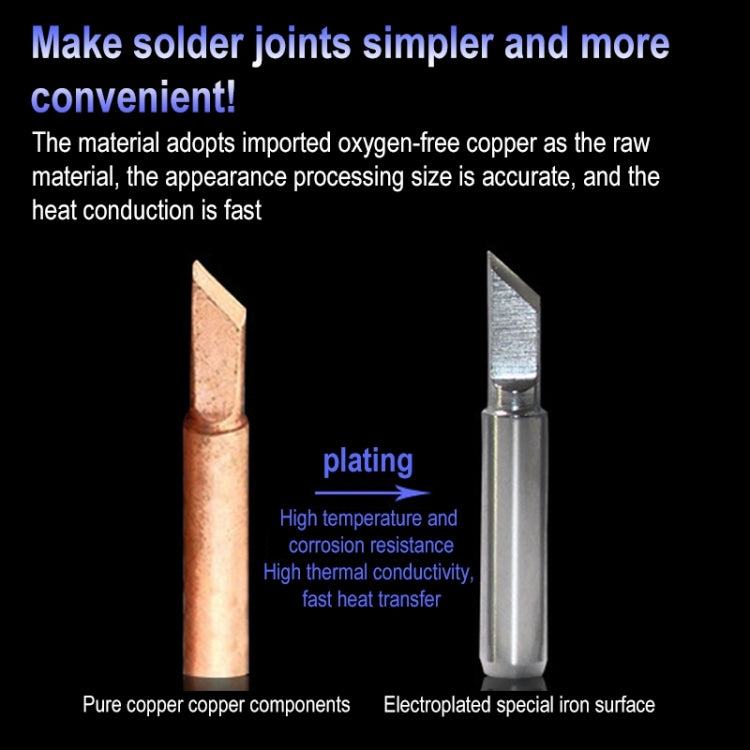
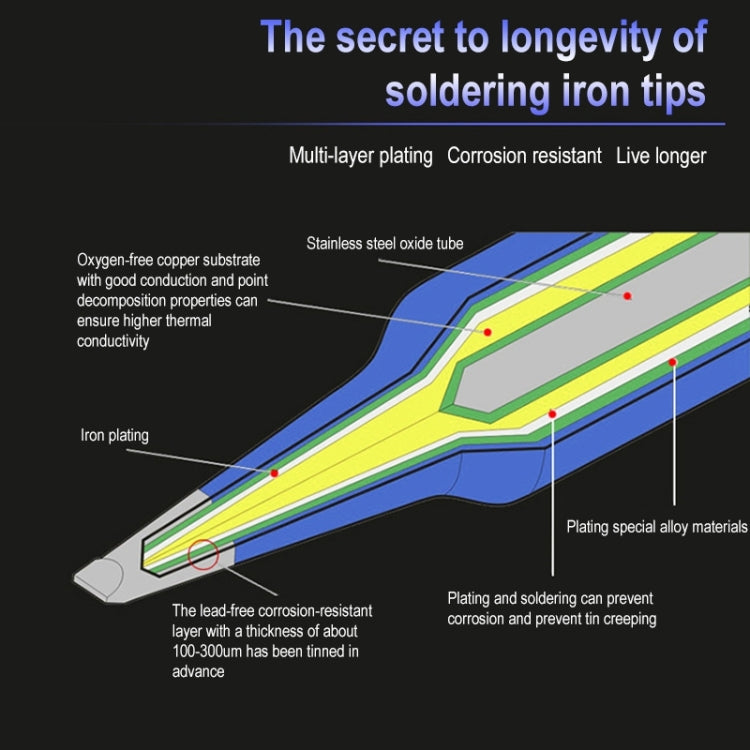
رأس مكواة اللحام هو الجزء الموصل للحرارة في طاولة اللحام. يتكون بشكل أساسي من أربع مواد معدنية: النحاس، والحديد، والنيكل، والكروم، والقصدير.
النحاس، باعتباره موصلًا حراريًا، هو المكون الرئيسي لرأس مكواة اللحام. يتميز النحاس، الذي يُشكل حوالي 85% من مكونات رأس مكواة اللحام، بموصلية حرارية جيدة، مما يُساعد على التسخين السريع لرأس مكواة اللحام. تُصنع رؤوس مكواة اللحام الجيدة من النحاس، إلا أن بعض المصنّعين يستخدمون النحاس الأصفر لتقليل التكلفة وتقليل الموصلية الحرارية لرأس مكواة اللحام. يُعد الحديد، الذي يعمل كمضاد للتآكل، العامل الرئيسي الذي يؤثر على عمر خدمة رأس المكواة. يتميز رأس مكواة اللحام الجيد ببنية بلورية دقيقة وكثيفة ومقاومة جيدة للتآكل. يتميز هذا الرأس بعمر خدمة طويل وتأثير قصدير جيد. يعتمد المصنّعون الذين يستخدمون تقنيات طلاء حديد ضعيفة بشكل أساسي على سمك طبقة طلاء الحديد للتحكم في عمر خدمة رأس المكواة. عادةً ما تكون طبقة طلاء الحديد أكثر سمكًا، ورأس المكواة ليس من القصدير، بل رقيقًا ومتينًا. يلعب النيكل دورًا مضادًا للصدأ في طلاء الحديد، وهو مناسب لطلاء الكروم لاحقًا. الكروم - القصدير غير اللاصق يمنع جريان القصدير على رأس المكواة. عادةً ما يستغرق طلاء الكروم أكثر من 5 دقائق، بينما يستغرق طلاء الكروم الزخرفي العادي حوالي دقيقة واحدة. القصدير - في الرأس، عند استخدام أجزاء القصدير اللاصقة. هذه هي تركيبة مادة رأس المكواة، وهي ضرورية.
2. حافظ على رأس اللحام نظيفًا.
امسح اللحام والقصدير والأكسيد على رأس اللحام بإسفنجة مبللة خاصة. بعد كل استخدام، من الضروري تنظيف الأكسيد على رأس اللحام وإضافة قصدير جديد على طبقة طلاء القصدير لرأس اللحام.
3. حافظ على القصدير على رأس اللحام.
- هذا يُقلل من احتمالية أكسدة رأس اللحام، ويجعل رأس الحديد الملحوم أكثر متانة. بعد الاستخدام، يُنصح بطلاء طبقة القصدير الجديدة فقط بعد انخفاض رطوبة مكواة اللحام قليلاً، حيث تُحسّن طبقة طلاء القصدير المناسبة من تأثير مقاومة الأكسدة.
4. اختر تدفقًا نشطًا منخفضًا.
- سوف يؤدي التدفق ذو النشاط العالي أو التآكل القوي إلى تسريع تآكل رأس مكواة اللحام عند تسخينه، لذا يجب اختيار التدفق ذو التآكل المنخفض.
5. قم بتنظيف الأكاسيد على الفور.
إذا احتوى جزء من طبقة طلاء القصدير على أكسيد أسود أو صدأ، فقد يصبح رأس مكواة اللحام خاليًا من القصدير وغير قادر على إجراء اللحام. إذا لم يُضف أكسيد القصدير إلى القصدير، فيجب تنظيفه فورًا.
6. اختر رأس مكواة اللحام المناسب.
من المهم جدًا اختيار الحجم والشكل المناسبين لرأس اللحام. فاختيار رأس اللحام المناسب يزيد من كفاءة العمل ويزيد من متانته. أما اختيار رأس اللحام الخاطئ، فسيؤثر سلبًا على كفاءة اللحام، ويؤدي إلى انخفاض جودة اللحام.
يرتبط حجم رأس اللحام ارتباطًا مباشرًا بالسعة الحرارية. كلما كان رأس اللحام أكبر، زادت سعته الحرارية، وصغُر حجمه، وبالتالي صغرت سعته الحرارية. عند اللحام المستمر، كلما كان رأس اللحام أكبر، قلّ انخفاض درجة الحرارة. بالإضافة إلى ذلك، نظرًا للسعة الحرارية العالية لرأس اللحام الكبير، يصعب تأكسد رأس اللحام عند استخدامه في درجات حرارة منخفضة، مما يزيد من عمره الافتراضي.
يتميز رأس مكواة اللحام القصير والسميك بقدرة نقل حرارة طويلة ورأس مكواة لحام صغير، وهو أكثر متانة. رؤوس المكواة المسطحة وغير الحادة تنقل حرارة أكبر من رؤوس المكواة الحادة. بشكل عام، لا يتأثر حجم رأس اللحام بالعناصر المجاورة. اختيار أبعاد هندسية تلامس تمامًا مفاصل اللحام يُحسّن كفاءة اللحام.
رأس مكواة اللحام هو الجزء الموصل للحرارة في طاولة اللحام. يتكون بشكل أساسي من أربع مواد معدنية: النحاس، والحديد، والنيكل، والكروم، والقصدير.
النحاس، باعتباره موصلًا حراريًا، هو المكون الرئيسي لرأس مكواة اللحام. يتميز النحاس، الذي يُشكل حوالي 85% من مكونات رأس مكواة اللحام، بموصلية حرارية جيدة، مما يُساعد على التسخين السريع لرأس مكواة اللحام. تُصنع رؤوس مكواة اللحام الجيدة من النحاس، إلا أن بعض المصنّعين يستخدمون النحاس الأصفر لتقليل التكلفة وتقليل الموصلية الحرارية لرأس مكواة اللحام. يُعد الحديد، الذي يعمل كمضاد للتآكل، العامل الرئيسي الذي يؤثر على عمر خدمة رأس المكواة. يتميز رأس مكواة اللحام الجيد ببنية بلورية دقيقة وكثيفة ومقاومة جيدة للتآكل. يتميز هذا الرأس بعمر خدمة طويل وتأثير قصدير جيد. يعتمد المصنّعون الذين يستخدمون تقنيات طلاء حديد ضعيفة بشكل أساسي على سمك طبقة طلاء الحديد للتحكم في عمر خدمة رأس المكواة. عادةً ما تكون طبقة طلاء الحديد أكثر سمكًا، ورأس المكواة ليس من القصدير، بل رقيقًا ومتينًا. يلعب النيكل دورًا مضادًا للصدأ في طلاء الحديد، وهو مناسب لطلاء الكروم لاحقًا. الكروم - القصدير غير اللاصق يمنع جريان القصدير على رأس المكواة. عادةً ما يستغرق طلاء الكروم أكثر من 5 دقائق، بينما يستغرق طلاء الكروم الزخرفي العادي حوالي دقيقة واحدة. القصدير - في الرأس، عند استخدام أجزاء القصدير اللاصقة. هذه هي تركيبة مادة رأس المكواة، وهي ضرورية.
2. حافظ على رأس اللحام نظيفًا.
امسح اللحام والقصدير والأكسيد على رأس اللحام بإسفنجة مبللة خاصة. بعد كل استخدام، من الضروري تنظيف الأكسيد على رأس اللحام وإضافة قصدير جديد على طبقة طلاء القصدير لرأس اللحام.
3. حافظ على القصدير على رأس اللحام.
- هذا يُقلل من احتمالية أكسدة رأس اللحام، ويجعل رأس الحديد الملحوم أكثر متانة. بعد الاستخدام، يُنصح بطلاء طبقة القصدير الجديدة فقط بعد انخفاض رطوبة مكواة اللحام قليلاً، حيث تُحسّن طبقة طلاء القصدير المناسبة من تأثير مقاومة الأكسدة.
4. اختر تدفقًا نشطًا منخفضًا.
- سوف يؤدي التدفق ذو النشاط العالي أو التآكل القوي إلى تسريع تآكل رأس مكواة اللحام عند تسخينه، لذا يجب اختيار التدفق ذو التآكل المنخفض.
5. قم بتنظيف الأكاسيد على الفور.
إذا احتوى جزء من طبقة طلاء القصدير على أكسيد أسود أو صدأ، فقد يصبح رأس مكواة اللحام خاليًا من القصدير وغير قادر على إجراء اللحام. إذا لم يُضف أكسيد القصدير إلى القصدير، فيجب تنظيفه فورًا.
6. اختر رأس مكواة اللحام المناسب.
من المهم جدًا اختيار الحجم والشكل المناسبين لرأس اللحام. فاختيار رأس اللحام المناسب يزيد من كفاءة العمل ويزيد من متانته. أما اختيار رأس اللحام الخاطئ، فسيؤثر سلبًا على كفاءة اللحام، ويؤدي إلى انخفاض جودة اللحام.
يرتبط حجم رأس اللحام ارتباطًا مباشرًا بالسعة الحرارية. كلما كان رأس اللحام أكبر، زادت سعته الحرارية، وصغُر حجمه، وبالتالي صغرت سعته الحرارية. عند اللحام المستمر، كلما كان رأس اللحام أكبر، قلّ انخفاض درجة الحرارة. بالإضافة إلى ذلك، نظرًا للسعة الحرارية العالية لرأس اللحام الكبير، يصعب تأكسد رأس اللحام عند استخدامه في درجات حرارة منخفضة، مما يزيد من عمره الافتراضي.
يتميز رأس مكواة اللحام القصير والسميك بقدرة نقل حرارة طويلة ورأس مكواة لحام صغير، وهو أكثر متانة. رؤوس المكواة المسطحة وغير الحادة تنقل حرارة أكبر من رؤوس المكواة الحادة. بشكل عام، لا يتأثر حجم رأس اللحام بالعناصر المجاورة. اختيار أبعاد هندسية تلامس تمامًا مفاصل اللحام يُحسّن كفاءة اللحام.
Quantity
Couldn't load pickup availability
999999 in stock
View full details